- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Produk







Barel Sekrup Cetakan Tiup Ekstrusi
Dalam extrusion blow moulding (EBM), plastik dilebur dan diekstrusi ke dalam tabung berongga (parison). ... Udara kemudian dihembuskan ke dalam parison, menggembungkannya menjadi bentuk botol, wadah, atau bagian berongga. Setelah plastik cukup dingin, cetakan dibuka dan bagian tersebut dikeluarkan. Di EJS, kami memproduksi laras sekrup ekstrusi blow moulding untuk mesin ekstrusi blow moulding, dengan ukuran kecil dan besar, dalam perlakuan nitridasi atau bimetalik.
mengirimkan permintaan
Deskripsi Produk
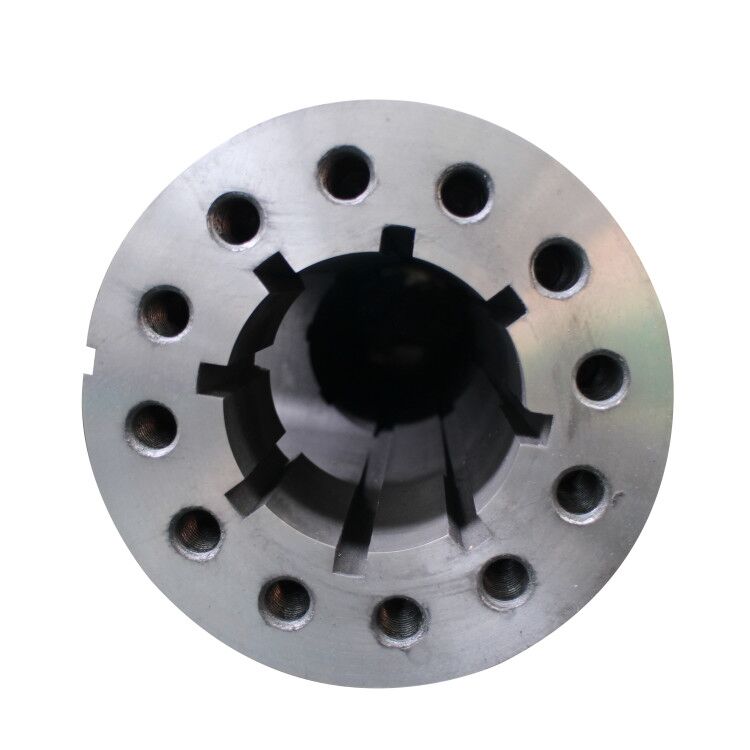
Laras sekrup cetakan tiup ekstrusi
Pasokan OEM Mesin Blow Moulding China, Barel Sekrup Extrusion Blow Moulding,osalam perusahaanmu"Jadikan bisnis tong sekrup Lebih Mudah dengan Kegembiraan dan Kesuksesan" sebagai milik kitamisi. Jika Anda tertarik dengan produk kami atau ingin berdiskusidesain Anda, pastikan Anda merasa bebas untuk menghubungi kami. Kami sudah menantikannyamendirikan hubungan bisnis yang sukses dengansetiapklien baru di seluruh dunia dalam waktu dekat dan menumbuhkannya lebih baik dan lebih besar.
Dalam extrusion blow moulding (EBM), plastik dilebur dan diekstrusi ke dalam tabung berongga (parison). ... Udara kemudian dihembuskan ke dalam parison, menggembungkannya menjadi bentuk botol, wadah, atau bagian berongga. Setelah plastik cukup dingin, cetakan dibuka dan bagian tersebut dikeluarkan.
Di EJS, kami memproduksi laras sekrup ekstrusi blow moulding untuk mesin ekstrusi blow moulding, dengan ukuran kecil dan besar, dalam perlakuan nitridasi atau bimetalik.
Diameter lubang tersedia untuk laras sekrup ekstrusi blow moulding
¢45~¢250
Bahan Populer yang digunakan untuk barel sekrup ekstrusi blow moulding
38CrMoAlA(1,8509)
34CrAlNi7(1,8550)
31CrMoV9(1.8519)
40Cr(4340)
42CrMo(4140)
Perawatan Permukaan Laras Sekrup Cetakan Tiup Ekstrusi
Nitridasi seluruh tubuh
Paduan bimetalik stellite dilapisi
Dilapisi paduan Colmonoy 56
Dilapisi paduan Colmonoy 83
Penerapan laras sekrup ekstrusi blow moulding
Barel sekrup ekstrusi blow moulding memainkan pekerjaan yang luar biasa untuk menghasilkan berbagai film di mesin blow moulding seperti
Film kemasan;
kantong;
Mencetak film;
Kecilkan film;
film kemasan makanan;
Konversi film;
Film penghalang.
Pertanyaan: Apa perbedaan antara cetakan tiup injeksi dan cetakan tiup ekstrusi?
Menjawab:
Ada 5 perbedaan utama antara cetakan tiup injeksi dan cetakan tiup ekstrusi:
1) Jenis produk yang dihasilkan oleh cetakan tiup injeksi dan cetakan tiup ekstrusi berbeda. Proses extrusion blow moulding menghasilkan produk dua dimensi sedangkan proses injection blow moulding menghasilkan produk tiga dimensi sebagai hasil akhir.
2) Mereka menggunakan alat yang berbeda dalam kedua proses tersebut. Untuk mesin blow moulding ekstrusi, cetakan digunakan untuk mendapatkan hasil akhir, sedangkan untuk blow moulding injeksi menggunakan cetakan.
3) Waktu yang dibutuhkan untuk menghasilkan hasil akhir berbeda-beda. Proses Extrusion Moulding lebih lambat sedangkan proses Injection Moulding lebih cepat.
4) Ketebalan produk akhir berbeda. Dalam kasus ekstrusi, ketebalan bagian bergantung pada seberapa banyak material dapat diregangkan selama proses, sedangkan dalam kasus intrusi, ketebalan bergantung pada hubungan antara inti dan cetakan.
5) Prosesnya berbeda. Dengan mesin blow moulding ekstrusi, skrap dilakukan dengan flash dan trimming sedangkan skrap tanpa flash dan trimming untuk injection blow moulding.
EJS dapat memproduksi laras sekrup ekstrusi blow moulding dan mesin blow moulding injeksi.
Tentang E.J.S.
EJS Screw Barrels adalah nama merek baru untuk bisnis Ekspor dengan pengalaman manufaktur sejak tahun 1992.
Produsen barel sekrup yang berdedikasi untuk memproduksi barel sekrup khusus dan merancang barel sekrup ekstruder, barel sekrup cetakan injeksi.

Barel Sekrup Bimetalik
Kami mulai membuat laras sekrup bimetalik pada usia yang sangat dini, hampir bersamaan dengan lahirnya laras bimetalik pertama di Tiongkok. Sekarang kami memiliki beberapa jenis opsi tergantung pada aplikasi yang berbeda
|
Barel Bimetalik |
|||||
|
Tipe Paduan |
Paduan EJS01 |
Paduan EJS02 |
Paduan EJS03 |
Paduan EJS04 |
|
|
Komponen Paduan |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Ketahanan Memakai |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Ketahanan Korosi |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Ketebalan Paduan |
2~3mm |
1,5~2mm |
1,5~2mm |
1,5~2mm |
|
|
Kekerasan |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Kisaran Suhu |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Koefisien Termal |
RT~250℃ |
11.0x10-6 |
11.0x10-6 |
11,5x10-6 |
11.0x10-6 |
|
Ekspansi(/℃) |
RT~400℃ |
11.4x10-6 |
11.4x10-6 |
12.4x10-6 |
12x10-6 |
|
Rentang Panjang yang Bisa Diterapkan |
700mm~3000mm/potong |
||||
|
Baja Dasar Banyak Digunakan |
40Cr: 42CrMo |
||||
|
Tandai dalam daftar: ★★★★ Luar Biasa; ★★★ Sangat Bagus; ★★Bagus |
|||||
|
Sekrup Bimetalik |
|||
|
Cocok untuk |
Sekrup Tunggal, Sekrup Paralel Kembar, Sekrup Kerucut Kembar |
||
|
Tipe Paduan |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Komponen Paduan |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Tingkat Anti-Keausan |
★★★ |
★★★ |
★★★★ |
|
Tingkat Anti Korosi |
★★★★ |
★★★★ |
★★★★ |
|
Ketebalan Paduan |
1~1.5mm |
1~1.5mm |
1~1.5mm |
|
Kekerasan |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Serat Kaca Terapan |
Di bawah 10% |
|
|
|
Rentang Panjang yang Bisa Diterapkan |
Panjang berapa pun yang dibutuhkan |
||
|
Baja Dasar Banyak Digunakan |
38CrMoAI(1,8509), 34CrAINi7(1,8550), 31CrMoV9(1,8519) |
||
|
Tandai dalam daftar: ★★★★ Luar Biasa; ★★★ Sangat Bagus; ★★Bagus |
|||
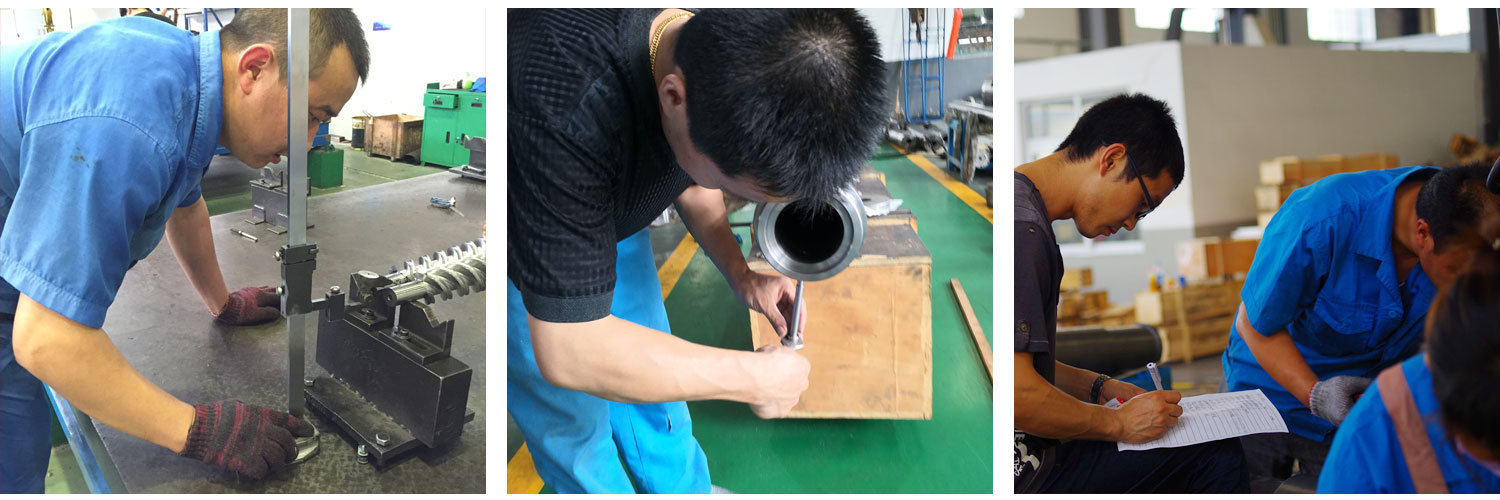
Pemeriksaan Kualitas
Kualitas adalah langkah yang sangat penting selama produksi. Untuk membuat laras sekrup yang berkualitas, semua toleransi harus dipenuhi dan semua dimensi harus benar dan dicatat.
Kami menyediakan laporan inspeksi, sertifikat material untuk setiap barel sekrup yang kami sediakan.
Kemasan
Pengemasan adalah langkah terakhir namun sangat penting sebelum pengiriman. Kotak pengepakan yang kuat dan cerdas juga merupakan bagian dari kualitas kami. Ini tidak hanya digunakan untuk melindungi barel sekrup dengan baik selama transportasi, juga menyediakan cara mudah bagi pelanggan kami untuk membongkarnya.

Tag Panas: Barel Sekrup Cetakan Tiup Ekstrusi, Disesuaikan, Tiongkok, Zhoushan, Pemasok, Produsen, Pabrik, Tersedia
Kategori Terkait
Barel Sekrup Kembar Kerucut
Barel Sekrup Kembar Paralel
Barel Sekrup Ekstruder
Barel Sekrup Karet
Barel Sekrup Cetakan Injeksi
Barel Sekrup Cetakan Tiup
Barel Sekrup Bimetalik
Barel Sekrup Nitridasi
Bagian Ekstruder
mengirimkan permintaan
Jangan ragu untuk memberikan pertanyaan Anda dalam formulir di bawah ini. Kami akan membalas Anda dalam 24 jam.